DLS™プロセスに向けた設計
CarbonのDLS™プロセスに合わせた設計を始める準備はできましたか?以下の設計ガイドラインを参考にして、DLSを活用した製品の量産を始めることができます。部品を生産する準備が整いましたら、Carbon Production Networkパートナーにご相談いただくか、Carbonの内製化について当社までお問い合わせください。
最適なアプリケーションを見つけるCarbonのDLSプロセスは、パフォーマンスとプロテクションを提供する高価値のスポーツ用品から、厳しい技術要件を満たす頑丈な自動車部品まで、幅広い用途に最適です。 インスピレーションをお探しですか?Carbonのエキスパートが、設計やエンジニアリングに関する一般的な質問にお答えするビデオシリーズ「Ask an Additive Expert」をご覧ください。 |
DLS設計クイックガイド
CarbonのDLSでは、成形性や切削性を気にすることなく、製品に最適な部品を設計できます。他の3Dプリンティングプロセスと同様に、DLSにも独自のベストプラクティスがあります。
この設計クイックガイドでは、部品の設計と評価を迅速に行うために複数ステップに分かれたワークフローを提供します。以下のステップに従って、部品がDLSプロセスに適しているかどうかを判断し、修正が必要な設計の側面を特定してください。
目次
評価する
まず、以下の基本的なガイドラインを使用して、あなたの部品がCarbon DLSに適しているかどうかを判断してください。
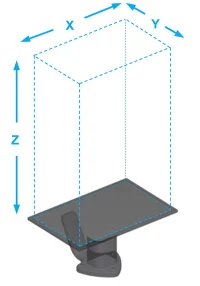
造形範囲
あなたのパーツは、Carbonの3Dプリンターにフィットしますか?効率的な生産のために、複数のパーツをどのようにビルドボリュームに収めるか検討してください。
|
 |
材料特性
部品にはどのような機械的特性が必要ですか?通常、どのような従来の熱可塑性プラスチックを指定していますか?
全てのCarbon技術資料を見る
材料比較表をダウンロードする
| 樹脂 | 引張強度 | 引張伸び | 弾性率 | 硬度 | 衝撃強度 | 荷重たわみ温度 | 生体適合性:細胞毒性 | |
| 2液性 | EPU 40 | 9 MPa | 300% | – | 68A | – | – | ✓ |
| EPU 41 | 15 MPa | 250% | – | 73A | – | – | ✓ | |
| EPX 82 | 80 MPa | 5% | 2800 MPa | 89D | 45 J/m | 130℃ | ✓ | |
| EPX 86FR | 90 MPa | 5% | 3300 MPa | 88D | 30 J/m | 135℃ | – | |
| FPU 50 | 29 MPa | 200% | 700 MPa | 71D | 40 J/m | 70℃ | ✓ | |
| RPU 70 | 40 MPa | 100% | 1700 MPa | 80D | 15 J/m | 60℃ | ✓ | |
| SIL 30 | 3.4 MPa | 350% | – | 35A | – | – | ✓ | |
| 1液性 | Loctite IND405 | 42 MPa | 120% | 1500 MPa | 78D | 50 J/m | 53℃ | – |
| UMA 90 | 30 MPa | 30% | 1400 MPa | 86D | 30 J/m | 45℃ | ✓ |
化学的適合性
あなたの部品は、これらの一般的な化学薬品と使用した場合に優れた性能を発揮する必要がありますか?
| クラス | 化学品 | 硬質材料 | エラストマー材料 | ||||
| EPX 82 | EPX 86FR | RPU 70 | EPU 40 | EPU 41 | SIL 30 | ||
| 家庭用化学製品 | 漂白剤 (NaClO、5%) |
E | E | E | E | E | E |
| 消毒液 (NH4Cl、10%) |
E | E | E | E | E | G | |
| 蒸留水 | E | E | E | E | E | G | |
| 日焼け止め (Banana Boat SPF 50) |
E | E | E | G | P | G | |
| 洗剤 (Tide Original) |
E | E | E | E | G | G | |
| ガラスクリーナー (Windex Powerized Formula) |
E | E | E | G | G | G | |
| 過酸化水素 (H2O2、30%) |
E | E | E | F | F | F | |
| エタノール (EtOH、95%) |
G | E | E | P | P | P | |
| 工業用流体 | エンジンオイル (Havoline SAE 5W-30) |
E | E | E | E | E | E |
| ブレーキフルード (Castrol DOT-4) |
E | E | E | F | F | P | |
| 航空機用除氷液 (タイプIエチレングリコール) |
– | – | E | E | – | E | |
| 航空機用除氷液 (タイプIプロピレングリコール) |
– | – | E | E | – | G | |
| 航空機用除氷液 (タイプIVエチレングリコール) |
– | – | E | E | – | E | |
| 航空機用除氷液 (タイプIVプロピレングリコール) |
– | – | E | E | – | G | |
| トランスミッション液 (Havoline Synthetic ATF) |
E | E | E | E | E | E | |
| エンジン冷却液 (Havoline XLC 50%/50% Premixed) |
E | E | E | E | – | E | |
| ディーゼル (Chevron #2) |
E | E | E | P | P | F | |
| ガソリン (Chevron #91) |
– | – | P | P | – | P | |
| 航空機用難燃性油圧作動油 (Skydrol 500B-4) |
E | E | G | P | P | P | |
| 強酸/ 強塩基 | 硫酸 (H2SO4、30%) |
E | E | E | P | F | P |
| 水酸化ナトリウム (NaOH、10%) |
E | E | E | E | – | E | |
注:部品形状や実際の使用における暴露レベルのばらつきがあるため、生産用途では十分なバリデーションが必要です。
| 記号 | 評価 | 比率* | 説明 |
| E | Excellet | < 5% | この溶剤は、長期間の暴露で材料を劣化させる可能性は低い。 |
| G | Good | 5% – 15% | この溶剤は、短期間の暴露で材料を劣化させる可能性は低い。 |
| F | Fair | 15% – 30% | この溶剤は、短期間の暴露で材料を劣化させる可能性が高い。 |
| P | Poor | > 30% | この溶剤は、材料を攻撃し、強力を劣化させる可能性が高い。 |
* 比率は、ASTM D543による1週間浸透後の重量減少率です。これは、あくまでも重量減少の値であり、寸法や機械的性質の変化を表すものではありません。
設計する
お客様の部品が、CarbonのDLSプロセスに適していると判断されましたら、次のステップは部品の形状を見直すすることです。以下の推奨形状サイズを参考に、部品の造形適性を確認してください。
オーバーハング、サポート材なしの角度、サポート材なしの肉厚は、部品の造形方向とサポート戦略に役立ちます。
推奨形状サイズ
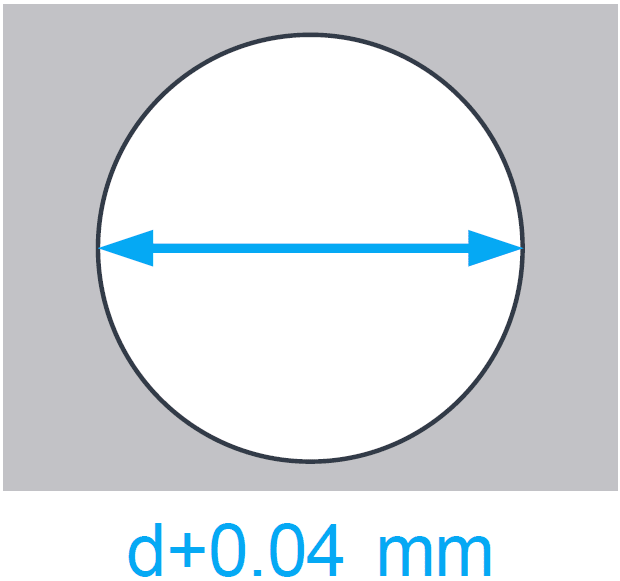
造形に適したサイズになっていますか?
穴オーバーキュアを補うため、横穴は0.04mmほど大きくする。 |
 |
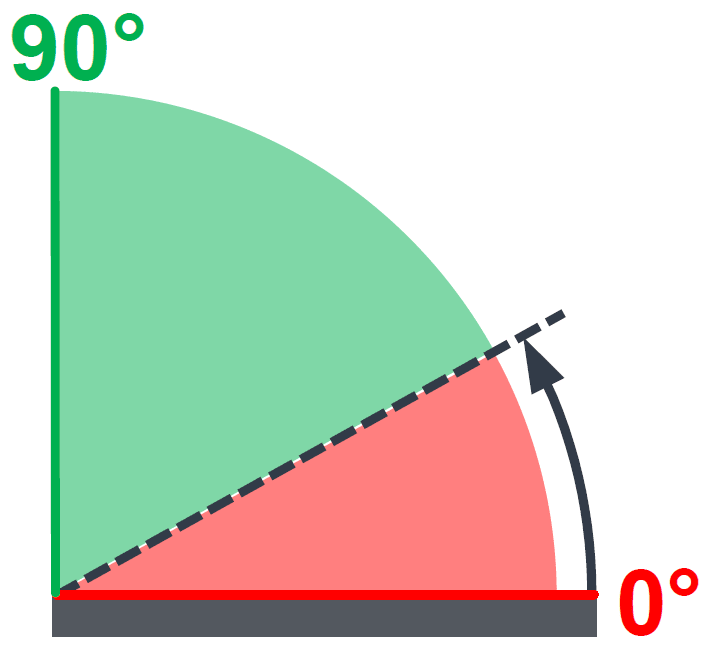
サポート材なしの角度
プラットフォーム(XY)に対して相対的に測定します。40°以上の角度は、サポート材がなくても、全ての材料で造形可能です。 |
 |
ブリッジ
ブリッジは、推奨されるオーバーハングのサイズの2倍を超えないようにする。 |
 |
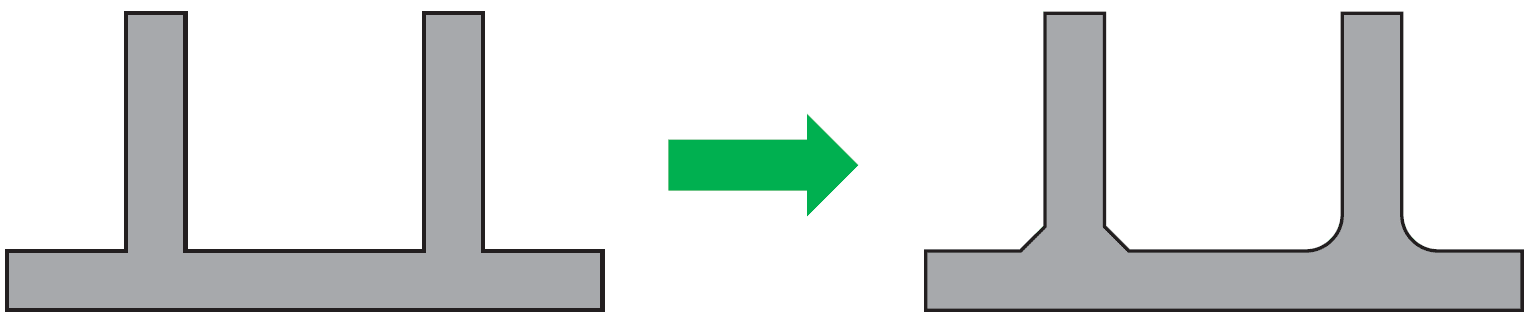
| フィレット
内側コーナー:最小~0.5mm 外側コーナー:~0.5mm+壁厚 |
 |
嵌め合い部品
嵌め合い部品は、同じ向きで造形する。 |
 |
壁厚
最小限の厚さの壁は、短くする。 |
 |
最適化する
寸法精度、優れた表面品質、および要件を満たす全体的な性能を確保するために、これらのガイドラインを使用して設計を改良してください。
サポート材を追加する前に対処すべき問題
部品を設計する際に、以下の推奨事項を考慮してください。
| 解像度の低いモデル CADソフトウェアの出力設定を調整し、綺麗なモデルを作成します。 |
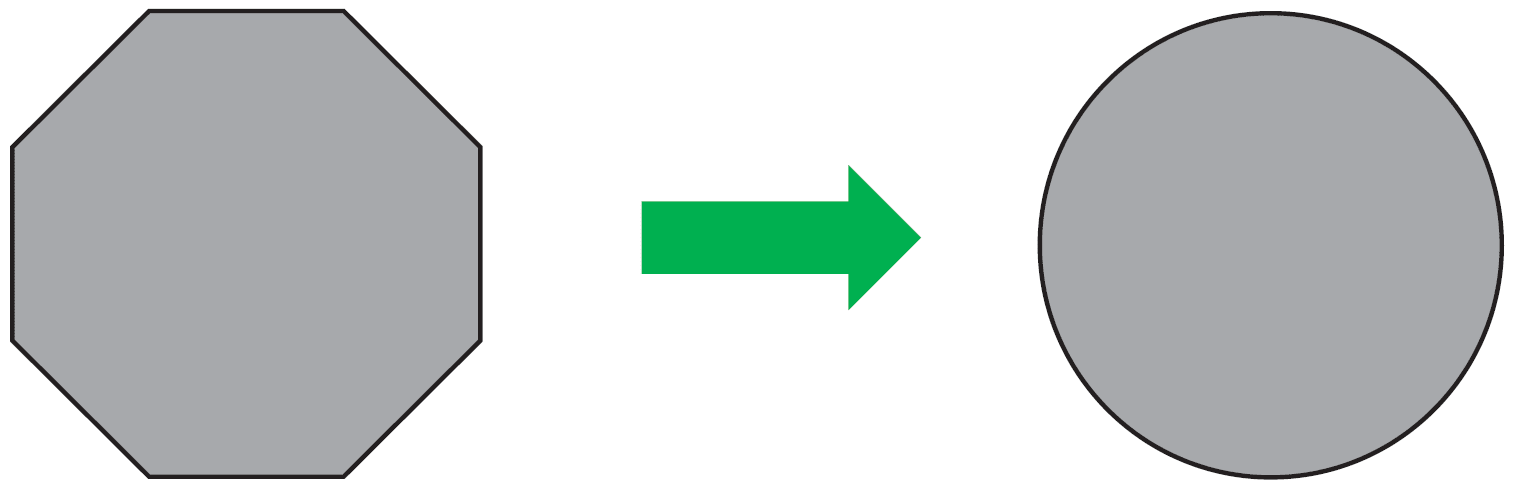 |
シャープな角 フィレットや面取りを加える。 |
 |
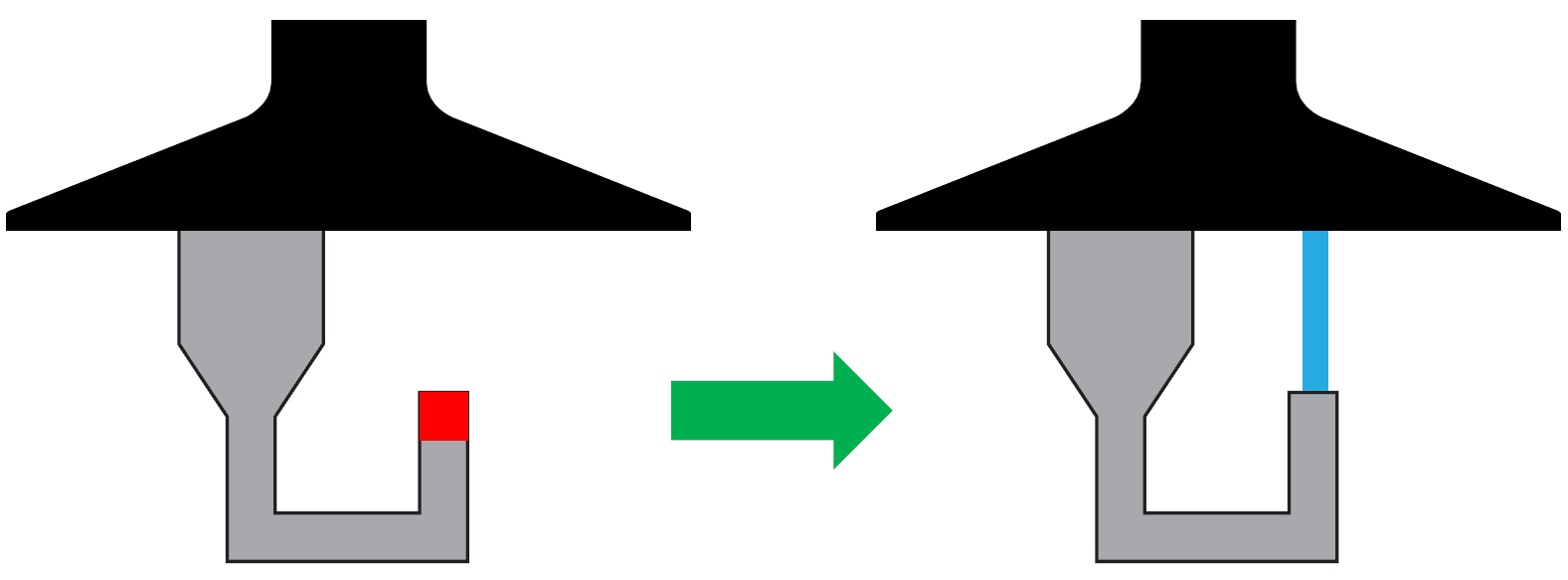
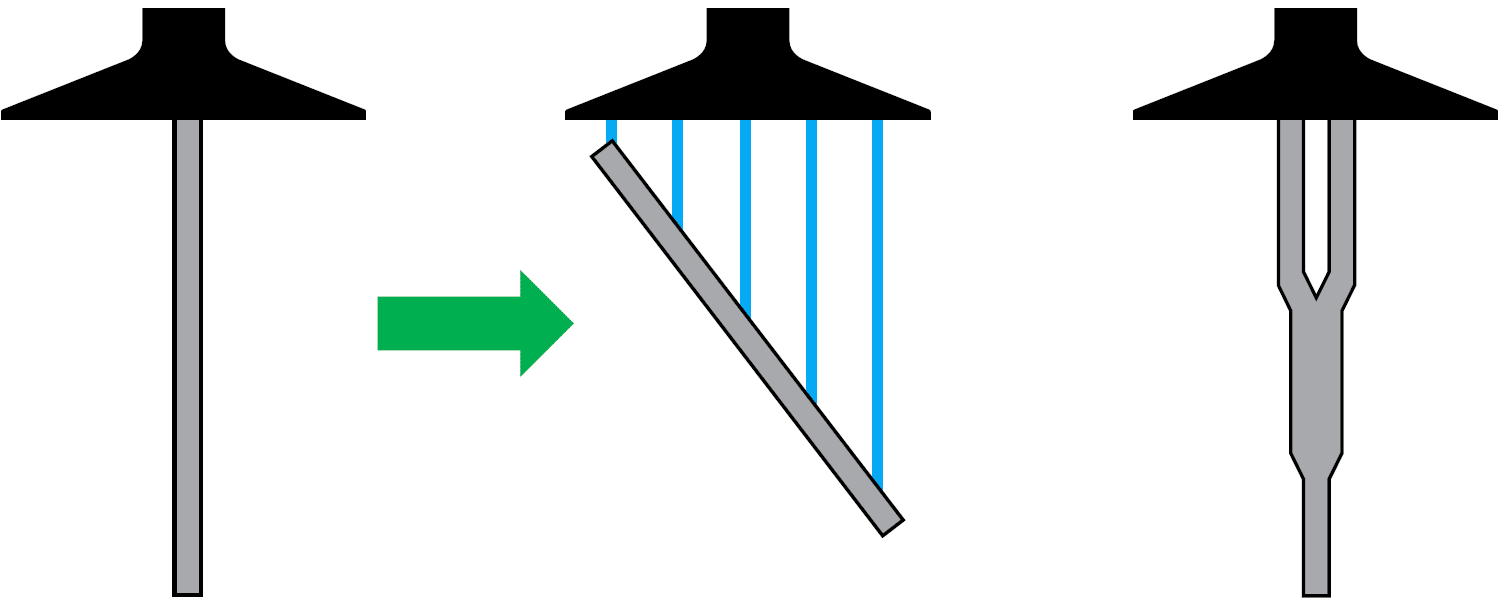
| 通気孔のない体積と止まり穴 2~3mmの通気孔を追加するか、部品の向きを変える。 |
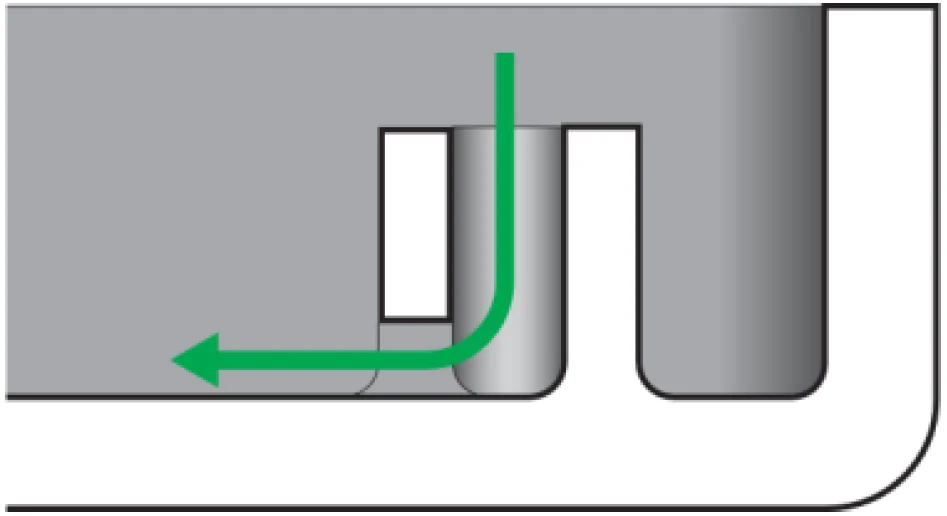 |
断片的アイランド形状 造形不良を防ぐため、アイランド形状はサポート材を付けるか、別部品に接続させる必要があります。 |
 |
| 均一でない、急激に変化する、または段差がある壁厚
造形不良を最小限に抑え、ベイク中の反りを防止するため、壁厚を均一にするか、厚みの変化をできるだけ緩やかにする。 |
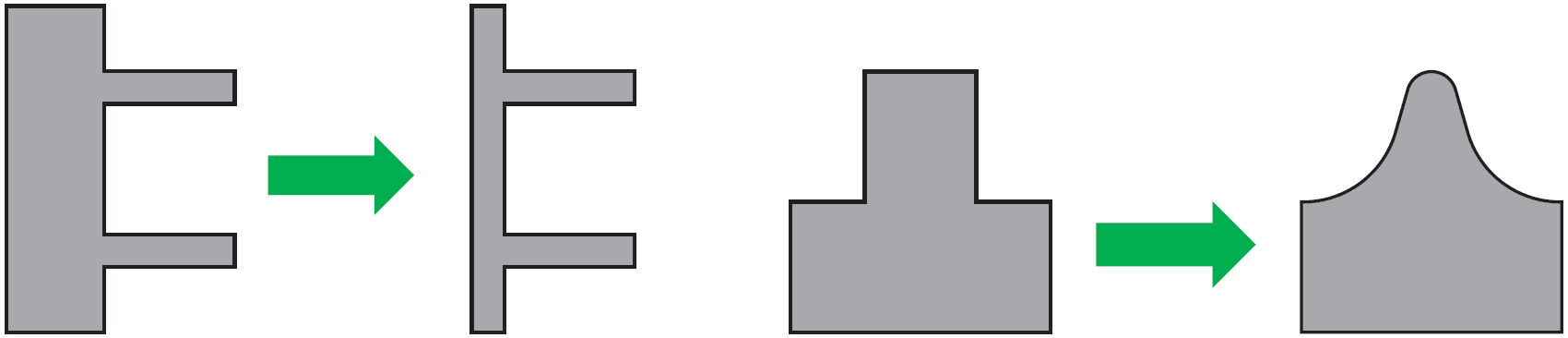 |
高くて薄い部品
向きを変えるか、設計を変更して、部品の高さを低くするか、安定性を高める。 |
 |
サポート材
Carbonの造形準備用ソフトウェアを使用して、設計した部品にサポート材を追加します。
- Overhang Detection機能を使用して、オーバーハングとサポートされていない角度をチェックします。
- 部品の壁や他のサポート材から、推奨されるオーバーハング距離以内にサポート材を配置します。
- 断片的アイランド形状が、何かしらの手段で安定していることを確認します。
- Advanced Supports機能を使用して、初回の造形を確実に成功させます。
- 76 mm より長いサポート材は補強しましょう。フェンス材は、バー・サポート材の補強として使用できます。
初回の造形精度
全ての3Dプリンタによる造形プロセスの精度は、材料特性、部品形状、オペレーターの作業方法、後処理技術など、いくつかの要因に左右されます。CarbonのDLSプロセスは、+/-40 μmという厳しい公差内で優れた精度と再現性を提供しますが、これは上記の要因に依存するため、連続生産で一貫した結果を得るためには、いくつかの最適化が必要になる場合があります。
;nbsp;