Carbon DLS™プロセスは樹脂や部品の形状に応じて精度と繰り返し性が異なります。一般的な精度は、一定のオフセットに比率を加え、例えば 「±70μm+寸法サイズ1mmにつき1µm」 と記述されます。一般的な精度は、任意の形状を最初にプリントした場合を想定しています。部品が生産用に最適化された後は、ばらつきの複数原因が取り除かれています。残るばらつきを「生産繰り返し精度」と呼びます。
以前、私たちは精度について非常に保守的な高水準のガイダンスを提供していました。今では、数年分のCTスキャンとフィールドデータに基づき、一般的な初回プリント精度とプロセス最適化後の生産精度に関するより詳細なガイダンスを提供しています。
更新版ガイドラインの概要とデータの詳細を以下に記します。
| 更新版 一般的な精度ガイドライン | 最高±70µm+寸法サイズ1mmにつき1µm |
| 更新版 生産繰り返し精度ガイドライン | 最高±40µm |
精度の定義
Carbon DLS™プロセスの一般的な精度を表す数値が2つあります。1)一定のオフセットと 2)寸法に依存するµm/mmです。
一定のオフセットはいわゆる「ローカルオフセット精度」に影響を与える変動要因の積み重ねで決定されます。
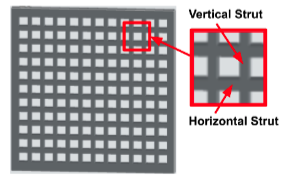
これは、水平方向と垂直方向の両方の支柱を持つテストパーツを用いて測定します。垂直支柱の過剰な硬化を「オーバーキュア」、水平支柱の過剰な硬化を「キュアスルー」と呼びます。
精度を表す2つ目の数値は、寸法スパンの長さに乗じる係数です。スパンが長い場合は短いものに比べ、公称寸法からの偏差が大きくなると想定されます。この値は、均一な部品の収縮と反り(つまり不均一な収縮)による誤差を含みます。
この値は、壁厚が異なる一連の階段状のテストパーツから決定します。ここに記すパーセンテージは、1mm壁厚のパーツ収縮量から3mm壁厚のパーツ収縮量を差し引いたものです。
ローカルオフセット精度に影響を与える変動要因
- 樹脂特性のロット間ばらつき
- プリンタごとの光エンジンのピーク波長
- プリンタごとのワークサイズのばらつき
- プリント時の温度のばらつき
- プリント速度のばらつき
- 樹脂製造後の時間
- ラボ環境のばらつき
精度データ
| 樹脂 | 一般的な精度 | 生産繰り返し精度 (95% of points) |
|---|---|---|
| MPU 100 | ±75 µm + 1 µm/mm | ±55 µm |
| UMA 90 | ±70 µm + 1 µm/mm | ±50 µm |
| RPU 70 | ±70 µm + 11 µm/mm | ±40 µm |
| RPU 130 | ±65 µm + 18 µm/mm | ±50 µm |
| FPU 50 | ±50 µm + 11 µm/mm | ±40 µm |
| EPX 82 | ±80 µm + 13 µm/mm | ±55 µm |
| CE 221 | ±75 µm + 4 µm/mm | ±65 µm |
| EPU 40 | ±70 µm + 10 µm/mm | ±60 µm |
| EPU 41 | ±75 µm + 10 µm/mm | ±65 µm |
| SIL 30 | ±115 µm + 18 µm/mm | ±85 µm |
| Henkel IND 405 Clear | ±115 µm + 4 µm/mm (estimate) | ±100 µm (estimate) |